摘要
对 Mg-11.1Gd-1.8Y-0.4Ag-0.5Zr (wt%) 合金进行了多向锻造,研究了该合金多向锻造后不同部位的微观组织与力学性能的不均匀性。结果表明:沿最后一道次锻压方向,从合金边部至中部,粗晶和孪晶数量递减,再结晶体积分数递增,平均晶粒尺寸减小,晶粒细化程度增加,且合金的压缩屈服强度逐渐提升,最大抗压强度和压缩先降低后升高;抗压强度和压缩率的变化不仅受晶粒尺寸的影响,还与该合金混晶组织的协调变形能力有关。
1 实验材料及方法
1.1 多向锻造工艺
将固溶处理后的 Mg-11.1Gd-1.8Y-0.4Ag-0.5Zr 合金切割成尺寸为 74mm×68mm×63mm 的长方体,置于 450℃加热炉中预保温 0.5h 后对其进行多向锻造。锻造温度为 450℃,锻造道次为 6 道次,每一道次变形量为 30%,锻后立即将合金水冷淬火保留其热变形组织。多向锻造通过 YA32-315 压力机完成,锻锤压下速度为 15mm/s,每道次载荷加载面分别按照 ABCABC 顺序排列。
1.2 显微组织表征
为研究多向锻造变形后合金微观组织的不均匀性,沿最后一道次锻压方向,分别在合金边部、次边部及中部位置进行取样观察。通过光学显微镜 (OM)、背散射电子衍射 (EBSD) 对锻造后合金的显微组织特征进行观察与分析。
背散射电子衍射试样通过电解抛光和双喷制得,抛光电解液配方为 6mL 高氯酸 + 144mL 无水乙醇,电压稳定维持为 35V,通过液氮维持温度在 - 35℃~-40℃,电解抛光时间约为 80s。所使用的双喷电解液配方为 3mL 硝酸 + 285mL 无水乙醇 + 12mL 高氯酸,双喷过程将电流电压值分别稳定控制为 30mA 与 75V,通过液氮维持温度在 - 35~-40℃,双喷时间约为 120s。
1.3 力学性能检测
为研究多向锻造后合金各部位力学性能差异,以最后一道次锻压方向为轴向,分别在合金边部、次边部及中部取尺寸为准 8mm×12mm 的圆柱形压缩试样,室温压缩在试验机上完成,压缩速率为 1mm/s。
2 实验结果与分析

2.1 显微组织
Mg-Gd-Y-Ag-Zr 合金在 450℃变形温度下多向锻造 6 道次后边部、次边部和中部组织存在明显差异:
边部组织:晶粒比较粗大,多数晶粒内部能观察到贯穿晶粒的孪晶,再结晶晶粒主要分布在晶界和孪晶界附近,再结晶晶粒的体积分数很小,形成了孪晶、细晶和粗晶共存的混晶组织。
次边部组织:孪晶数量明显减少,且多数晶粒被再结晶晶粒蚕食,失去了明显的晶界特征。
中部组织:晶粒进一步细化,只有少量粗晶残留。
从变形区域划分来看,根据锻锤和锻件之间的摩擦力作用,可将变形金属全部体积大致分为难变形区域、易变形区域以及自由变形区域,金属在各个区域流动的不均匀性最终会造成变形的不均匀性,故多向锻造合金不同部位的变形程度存在一定差别。中部组织在变形过程中一直处于易变形区域,变形程度最大;边部组织锻锤与锻件的接触表面,受到摩擦力的影响最大,金属塑性流动受到阻力最大,变形程度最小。
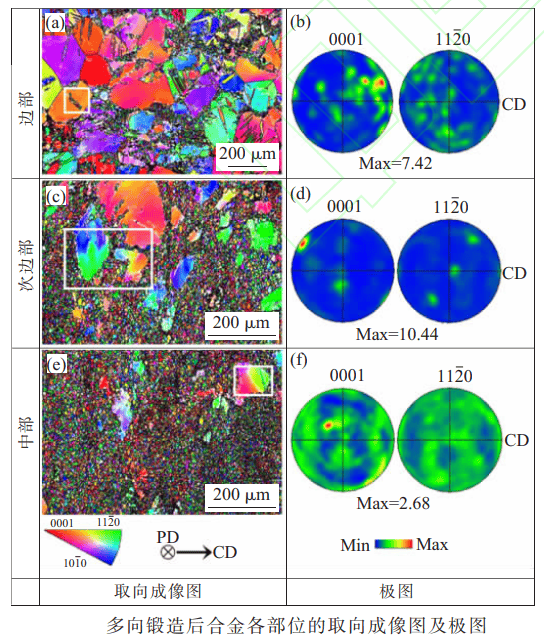
EBSD 表征结果进一步显示:
边部组织中多数晶粒内部出现片层孪晶和大量小角度晶界,再结晶晶粒主要分布在晶界处,少量再结晶晶粒分布在孪晶界处,推测发生了孪晶诱导再结晶,再结晶不断形核逐渐吞噬孪晶,最终形成链条状再结晶组织;<0001> 轴在倾向于平行最后一道次锻压方向(CD)的方向上形成极密度峰,说明合金晶粒受锻造压力影响发生平行锻压方向的偏转。
次边部组织中孪晶数量明显减少,动态再结晶程度增大;残留的粗晶中位错运动受到阻碍不断塞积引起晶格畸变,导致局部取向发生明显变化,同时残留粗晶引起较强极密度峰,最大极密度为 10.44。
中部组织中晶粒细化程度进一步增大,粗晶数量减少且尺寸减小,粗晶中无孪晶,而是通过扭折协调变形;存在大量动态再结晶晶粒,这些晶粒取向随机分布,极图中无高强度极密度峰。
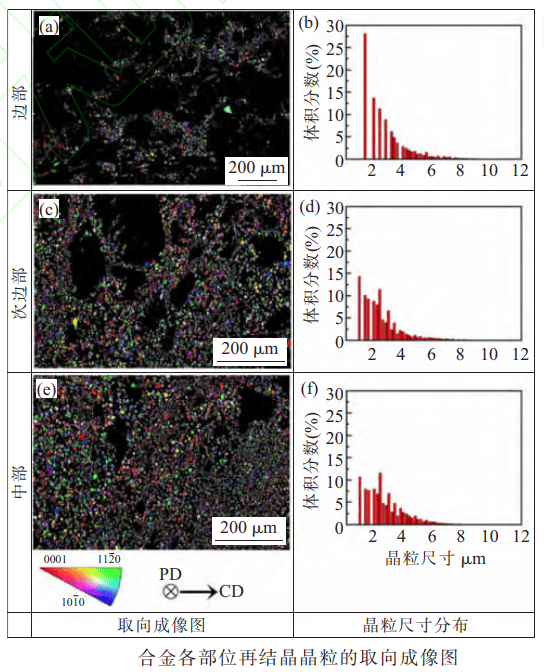
采用晶粒取向分布(GOS)方法(挑选 GOS 值 0°~2° 的再结晶晶粒)研究再结晶差异发现,合金由边部至中部再结晶程度逐渐增大,再结晶平均晶粒尺寸逐渐减小。这是因为变形程度是影响再结晶晶粒形核和长大的重要因素,合金由边部至中部变形程度增加,晶粒中变形储能增大,再结晶形核速率大于长大速度,导致再结晶平均晶粒尺寸减小、体积分数增大,晶粒细化程度逐渐增大。
2.2 力学性能的不均匀性

可使用凯尔测控试验机进行室温压缩试验,获得多向锻造后合金各部位的工程应力 - 工程应变曲线、力学性能对比图及相关数据

多向锻造后合金各部位的力学性能统计

从数据可得出以下规律:
屈服强度:沿最后一道次锻压方向从边部、次边部到中部依次升高。这是因为室温下具有混晶组织的镁合金中细晶强化占据主导地位,是提高屈服强度的主要因素。中部组织中细小的再结晶晶粒和变形晶粒占绝大部分,残留粗晶数量少且尺寸小,组织均匀性良好且平均晶粒尺寸最小,故屈服强度最高;边部组织粗晶较多,再结晶程度低,故屈服强度低。
抗压强度与压缩率:中部的抗压强度和压缩率在三个部位中最高,边部的抗压强度和压缩率高于次边部。对于中部均匀组织,可通过传统 Hall-Petch 关系解释,即晶粒细化在提高强度的同时改善塑性;而边部和次边部为粗晶与细晶尺寸相差较大的混晶组织,需考虑粗晶与细晶的协调变形能力对塑性的影响。边部组织中孪晶数量明显高于次边部,而孪晶界可提高镁合金的强度和塑性,因此边部的抗压强度和压缩率高于次边部。
3 结论
在多向锻造变形过程中,同一种变形制度下合金各部位的变形程度不同,沿最后一道次锻压方向,从合金边部、次边部到中部,变形程度逐渐增大,粗晶和孪晶数量减少,粗晶和动态再结晶尺寸减小,动态再结晶晶粒的体积分数提高,晶粒细化程度逐渐增大。
多向锻造变形后的合金不同部位的力学性能存在差异,合金边部抗压强度、屈服强度、压缩率分别为 412.3MPa、214.4MPa 和 14.2%,次边部抗压强度、屈服强度、压缩率分别为 387.0MPa、227.9MPa 和 11.2%,中部抗压强度、屈服强度、压缩率分别为 441.5MPa、231.0MPa 和 15.7%(数据均通过凯尔测控试验机测试获得)。
从合金的边部、次边部到中部,屈服强度依次升高。粗晶、孪晶、亚晶和再结晶共存的混晶组织使边部具有较高的抗压强度的同时保持了良好的塑性,但其强度和塑性仍比组织晶粒细小且均匀的中部差。
版权所有 © 2026 凯尔测控试验系统(天津)有限公司 备案号:津ICP备18003419号-2 技术支持:化工仪器网 管理登陆 GoogleSitemap


