G115钢真空电子束焊接接头630°C高温蠕变行为分析综述

1 引言
G115钢是中国自主研发的新型马氏体耐热钢,在630±20°C高温蒸汽条件下具有良好的显微组织稳定性、持久蠕变强度和抗氧化性能,已广泛应用于630°C超超临界机组再热蒸汽入口管道及中压空气阀等高温部件。作为关键的高温结构材料,G115钢焊接接头的性能直接关系到发电机组的安全高效运行。目前关于G115钢的研究主要集中在母材的高温性能方面,而对其焊接接头微观组织特征和高温蠕变行为的研究较为匮乏。真空电子束焊接(VEBW)作为一种高能束焊接技术,具有能量密度高、热影响区窄、焊接变形小等优点,适用于高质量焊接接头的制备。
针对上述问题,章友谊和苟国庆在AIP Advances期刊(2025年第15卷,第5期)上发布了名为“Analysis of the high temperature creep behavior of a vacuum electron beam welded joint of G115 steel at 630 °C"的论文。本文综述了采用VEBW制备G115钢焊接接头,并系统研究其在630°C、不同应力水平下高温蠕变行为的工作,重点分析了接头微观组织、蠕变变形规律及断裂机制。
2 材料与方法
试验采用经正火+回火热处理的G115马氏体耐热钢,正火温度1080°C,水冷2 h;回火温度780°C,空冷4.5 h。采用ZD150-60C高压真空电子束焊接设备,无填充材料焊接,真空度≤4×10⁻² Pa。焊接试板尺寸为200×150×30 mm,I形坡口,焊后于730±10°C进行高温回火8 h。
采用QBR-100蠕变试验机在630°C、180/200/220 MPa三种应力水平下进行单轴持久蠕变试验。通过光学显微镜(OM)、扫描电镜(SEM)、电子背散射衍射(EBSD)和场发射透射电镜(FETEM)对焊接接头微观组织、蠕变断口及析出相进行表征。


图1 焊接试板装配示意图及蠕变试样尺寸
3 焊接接头微观组织
焊接接头宏观形貌显示焊缝均匀,焊缝与母材冶金结合良好,无明显焊接缺陷。焊缝正面宽度约5 mm,中部和背面约4 mm,深宽比为7.5:1,焊缝两侧热影响区(HAZ)宽度约1.5 mm。
母材显微组织为典型的板条状回火马氏体,原始奥氏体晶界清晰,板条束方向各异,晶界和板条周围分布有均匀的颗粒状析出相。焊缝金属由许多等轴晶和少量柱状晶组成,仍为板条状回火马氏体组织,无δ铁素体,晶粒较母材细小且分布不均匀。热影响区晶粒明显粗于焊缝金属,呈回火马氏体组织。

图2 焊接接头的宏观形貌和显微组织:(a)宏观形貌;(b)X射线检测图像;(c)母材;(d)熔合区
4 蠕变变形行为
630°C不同应力下G115焊接接头的蠕变曲线均包含减速、稳态和加速三个阶段。第一阶段(减速阶段)持续时间较短,随后进入持续时间最长的稳态阶段,蠕变速率几乎保持恒定,最后进入短暂的加速阶段。蠕变速率持续增加和应变快速积累导致明显的颈缩现象,最终发生断裂失效。
恒定温度下,随着应力增加,蠕变断裂时间显著缩短,最小蠕变速率显著增大。在630°C、180 MPa条件下,断裂时间为1062.12 h,最小蠕变速率为2.725×10⁻⁵ h⁻¹;在200 MPa条件下,断裂时间降至67.30 h,最小蠕变速率增至9.601×10⁻⁵ h⁻¹;在220 MPa条件下,断裂时间仅12.96 h,最小蠕变速率大幅增至2.992×10⁻⁴ h⁻¹。

图3 焊缝金属TEM照片:(a)马氏体组织;(b)板条束转变;(c)析出相

图4 630°C不同应力下焊接接头蠕变曲线(a-c)和蠕变速率曲线(d-f)
G115钢焊接接头在630°C不同应力下的蠕变断裂遵循Monkman-Grant(MG)方程:ε̇ₘᵢₙ^η · t_f = C_MG,其中η接近1,ε̇ₘᵢₙ为最小蠕变速率,t_f为蠕变断裂时间,C_MG为常数。线性拟合得到C_MG = 0.00347,R² = 0.9893,表明稳态蠕变阶段应变积累可忽略不计,而加速阶段应变积累显著。

图5 最小蠕变速率与断裂时间的关系(Monkman-Grant关系)
5 蠕变断裂行为与断口分析
不同应力下蠕变试样断裂时均存在不同程度的颈缩,低应力下蠕变断裂截面明显小于高应力。由于蠕变过程中应变硬化与截面收缩未同步,材料达到失稳点,断裂前出现明显的塑性流动,导致局部塑性变形和颈缩。低应力下蠕变断裂时间较长,塑性变形充分,断裂截面相对较小。
断口形貌观察表明,不同应力下蠕变试样断口均存在不同尺寸和深度的蠕变孔洞,孔洞附近出现许多连通的韧窝,韧窝微观结构显示明显的孔洞聚合。所有蠕变试样断裂均为韧性断裂。Knott提出的韧性断裂三阶段(孔洞形核、长大和聚合)在此得到验证:孔洞在第二相粒子或夹杂物附近形核,EDS分析表明孔洞中心较粗大的第二相粒子均为M₂₃C₆,说明蠕变过程中孔洞可能以碳化物为核心形核。
蠕变初期各孔洞独立长大,但随着孔洞长大并在附近产生大的塑性应变,孔洞之间相互影响。随着蠕变进行,塑性应变增加,导致孔洞持续长大和聚合。当孔洞达到临界尺寸时,孔洞之间的局部塑性失稳导致最终断裂。此外,孔洞附近出现滑移线。在低应力水平下,位错堆积与析出相钉扎作用达到平衡,位错状态相对稳定;在较高应力下,位错向析出相滑移,当运动能量超过析出相对基体的钉扎作用时,在析出相处形成孔洞。应力增加导致蠕变断裂时间和孔洞数量显著减少。
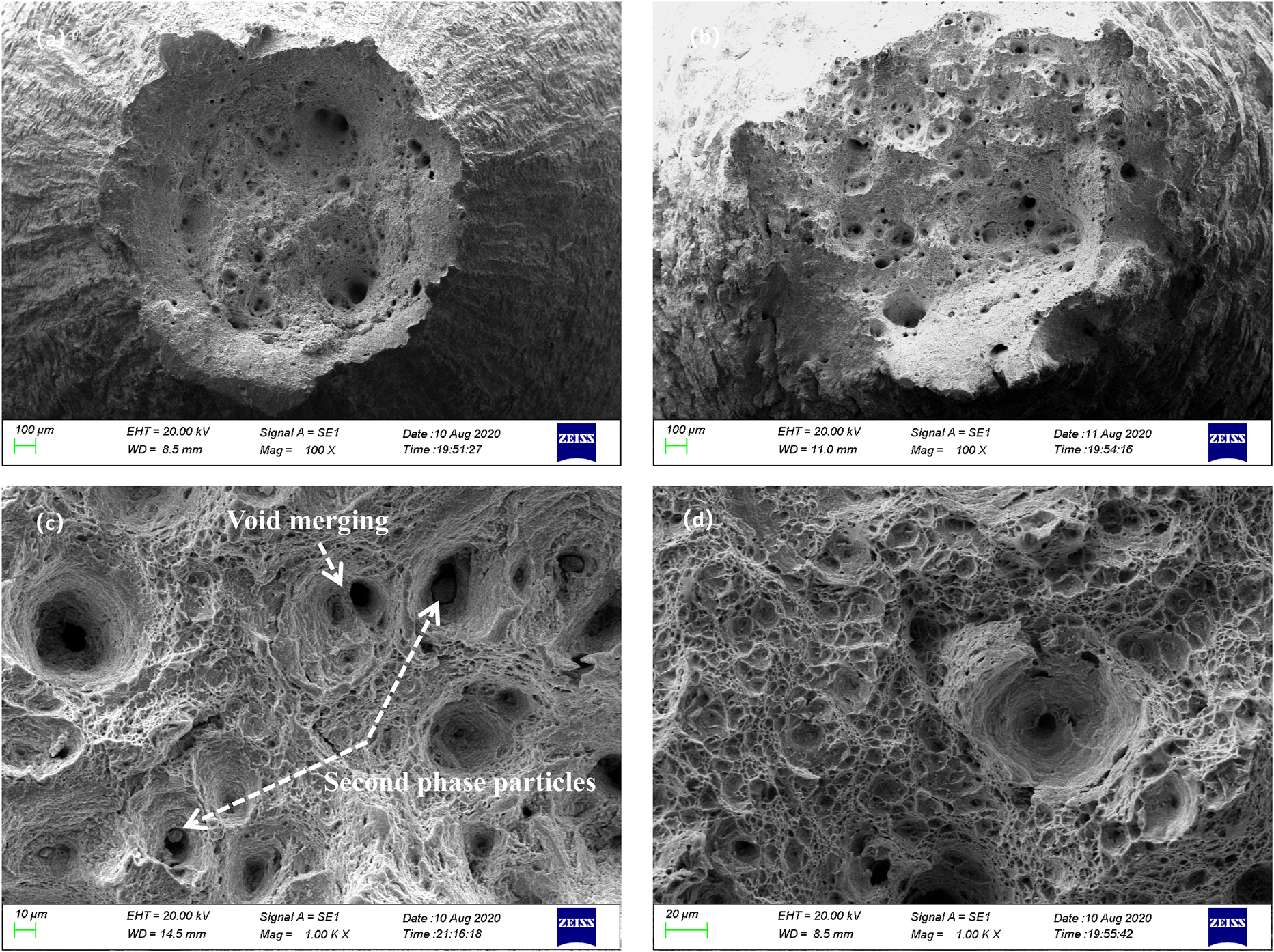
图6 蠕变试样断口形貌:180 MPa(a、c)和220 MPa(b、d)
6 结论
G115钢焊接接头焊缝金属晶粒细小,热影响区显微组织相对粗大,均为无δ铁素体的回火马氏体组织。部分板条束中观察到不充分的多边形化转变,板条边界附近存在大量M₂₃C₆和MX等碳化物相,并呈带状沿晶面连续分布。
630°C不同应力下焊接接头蠕变曲线包含减速、稳态和加速三个阶段,稳态阶段占蠕变周期主要部分。随着应力增加,蠕变周期显著缩短,最小蠕变速率增大。
焊接接头蠕变断裂遵循MG方程,C_MG值为0.00347,表明稳态蠕变阶段应变积累可忽略,而加速阶段应变积累显著。
不同应力下蠕变试样断裂均存在不同程度的颈缩,韧窝数量和尺寸差异明显,为韧性断裂。蠕变过程中孔洞持续聚合长大,当达到临界尺寸时,局部塑性失稳导致最终断裂。孔洞以M₂₃C₆碳化物为核心形核,应力增加导致蠕变断裂时间和孔洞数量显著减少。
版权所有 © 2026 凯尔测控试验系统(天津)有限公司 备案号:津ICP备18003419号-2 技术支持:化工仪器网 管理登陆 GoogleSitemap


